
by Kip Hanson
It takes more than small cutters to make micro parts
Nineteen minutes into the second period and the University of Ottawa’s women’s hockey team, the Gee-Gees, trails by one. Out of nowhere, the Montreal Carabins’ left wing bruiser Helga Lefèvre smashes Gee-Gees centre Holly McDuff into the boards, fracturing her cheekbone and leaving a ragged gash above Holly’s hairline. Blood turns the blue line red, but the crowd roars as the intrepid junior shrugs off the pain; she pulls a third period hat-trick and leads the team to victory.
At the hospital, the doctor repairs Holly’s cheek with a tiny metal plate, then uses staples to reattach the flap of skin to her forehead. Because he’s worried about an infection, several blood tests are needed. With Holly safely in recovery, her boyfriend uses his smart phone to snap a photo for Facebook. “Gnarly scar, Holly,” he says. “It looks like a maple leaf.”
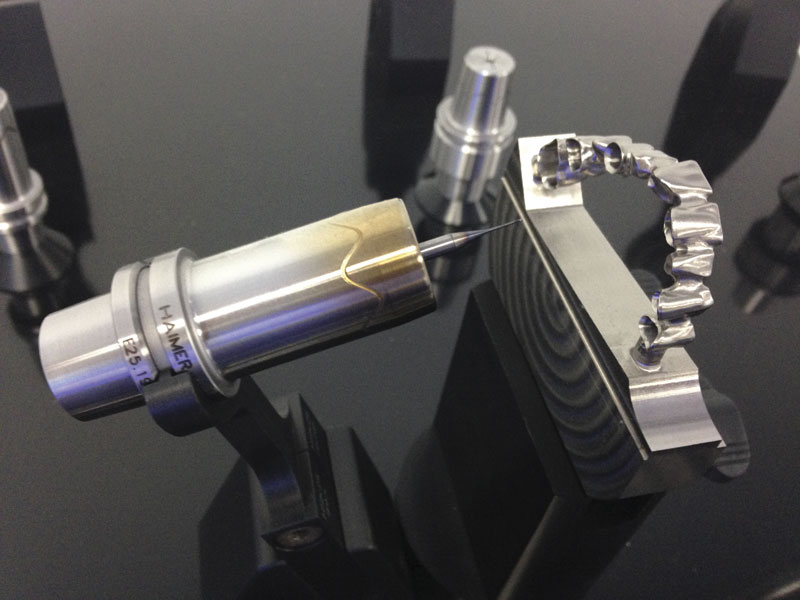
Bone plates, surgical staples, blood testing equipment, even smart phones and their ever more capable cameras—none would be possible without miniature cutting tools. Yet as Cory Cetkovic points out, a host of things must go right before cutting tools smaller than a human hair can be used successfully, including the right toolholder and the right feeds and speeds.
What’s small?
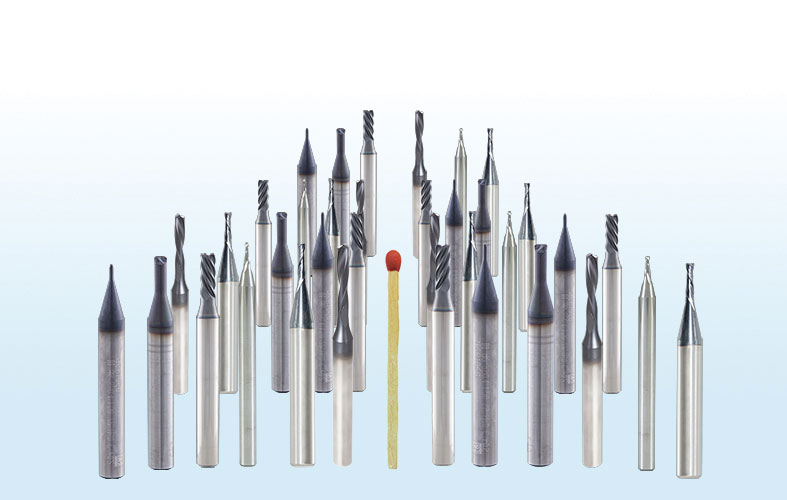
Cetkovic is an application engineer for BIG Kaiser Precision Tooling Inc., Hoffman Estates, IL, and product manager for the company’s Sphinx brand of cutting tools. He explains that micromachining produces that realm of parts and part features measuring less than 0.5 mm (0.020 in.), with feature sizes smaller than 100 microns (0.004 in.) becoming more common every day.
Cetkovic will tell you microcutters are not simply smaller versions of that 12 mm (0.472 in.) endmill you loaded into the machining centre this morning. As cutters become smaller, web thickness relative to tool diameter increases, making chip evacuation vs. cutter strength a delicate balance. Edge sharpness, too, becomes more difficult to achieve as cutters shrink in size—the slight edge prep used on a roughing end mill may be larger than the entire flute depth on a microtool. This makes rubbing a real concern with Lilliputian cutters, since depth of cut during machining is often a fraction of the tool’s edge radius. Lastly, Cetkovic says to ditch the coating. Its benefits are marginal, and may even be detrimental on tool diameters smaller than 0.2 mm (0.0078 in.).
 Built-up edge, rapid tool wear, unexpected tool breakage—all the problems seen in macro milling are magnified exponentially as tools become smaller. However, there’s a straightforward way to alleviate many of these microcutter challenges, Cetkovic says: crank up the speed. “It’s very common that customers are using micro-sized endmills without the appropriate surface footage.”
Built-up edge, rapid tool wear, unexpected tool breakage—all the problems seen in macro milling are magnified exponentially as tools become smaller. However, there’s a straightforward way to alleviate many of these microcutter challenges, Cetkovic says: crank up the speed. “It’s very common that customers are using micro-sized endmills without the appropriate surface footage.”
Pick up a calculator. To operate that 12 mm endmill at a modest cutting speed of 150 sfm, only 1271 rpm is required. Even that old Bridgeport in the corner can pull that off. But shrink that cutter to 0.1 mm (0.0039 in.) and even the fastest machining centre comes up short, requiring a whopping 150,000 rpm.
Speed ‘er up
Not to worry, Cetkovic says. For the price of a good used motorcycle, an air-powered spindle with anywhere between 60,0000 to 120,000 rpm can make even the most sedentary of spindles into high-speed racers. “Insufficient speed is the biggest enemy with micromachining, but other factors such as tool imbalance and runout are also important as tool size decreases. Because an air-powered speeder head is self-contained, and does not rely on rotation of the machine spindle, there are no external influences to cause imbalance. This improves tool performance on virtually any microtool, but especially on older equipment where the spindle isn’t necessarily up to snuff.”
 Iscar is another company promoting the use of speeder heads for micromilling. As technical manager Etay Sharabi explains, the company’s Spinjet utilizes the machine’s coolant system to rotate microtools at up to 40,000 rpm, making it ideal for low rpm CNC machines. Sharabi recommends ER11 ‘AA’ style high precision collets for most micromachining applications, except in those instances where tool length to diameter ratios exceed 4-1. “We suggest shrinkfit holders as the best solution in these cases. We also recommend use of the microcutting conditions specified in our ITA (Iscar Tools Advisor), which are based on results of in-house testing performed at one of our technical centres.”
Iscar is another company promoting the use of speeder heads for micromilling. As technical manager Etay Sharabi explains, the company’s Spinjet utilizes the machine’s coolant system to rotate microtools at up to 40,000 rpm, making it ideal for low rpm CNC machines. Sharabi recommends ER11 ‘AA’ style high precision collets for most micromachining applications, except in those instances where tool length to diameter ratios exceed 4-1. “We suggest shrinkfit holders as the best solution in these cases. We also recommend use of the microcutting conditions specified in our ITA (Iscar Tools Advisor), which are based on results of in-house testing performed at one of our technical centres.”
Brendt Holden, president of Haimer USA, Villa Park, IL, says there are two reasons why shrinkfit is the best option for micromilling. “There’s very little imbalance with shrinkfit chucks. They provide consistent runout over the life of the toolholder, something that’s absolutely critical with microtools.” The second reason is speed. Hydraulic and most collet chucks are typically limited to 35,000 rpm, yet shrinkfit holders can easily achieve twice that.
Microcutters typically have a shank size of 3 mm (0.118 in.) or smaller. To those concerned about the very slight amount of bore expansion—which translates into gripping force—on a shrinkfit chuck this small, Holden says don’t be. “A tool shank tolerance of H6 or better is plenty good. We’ve never seen a problem with slippage.”
Holden offers one final piece of advice to would-be micromachinists: buy a balancer. As mentioned earlier, high spindle speeds are a necessity with small milling cutters, and this means balancing your toolholders. And while pre-balanced holders are often sufficient on larger, less demanding parts and speeds up to 10,000 rpm or so, few would argue that balancing the complete tool assembly is a must with micromachining. This means investing roughly $30,000 in a balancing machine for any shop serious about high-rpm machining. Says Holden, “Runout and balance are huge elements affecting the successfulness of microtool use.” SMT
Kip Hanson is a contributing editor. [email protected]