
by Kip Hanson
Kitchener software developer tackles high speed machining
Imagine running into a problem with your G-code—maybe one of the 3D surfaces on the mould cavity you’ve been programming is a little wonky, or a feature blend isn’t quite right. Wouldn’t it be cool if you could call up the CAD/CAM developer and get them to tweak the code for you?
If you were a machinist at Miltera Machining Research Corp. in Kitchener, ON, that wouldn’t be a problem. That’s because Miltera’s sister company is Truepath CAM developer CAMplete Solutions Inc., and the programmers work right next door. Any machinist with a toolpath problem can pick up the phone or take a short walk down the hall.
It’s probably not accurate to call them machinists, however. The folks who run the machines at Miltera are project managers, but ones with chips in their boots—they talk to the customer and collaborate on part design, quote the jobs, program the machines, design the workholding and pick the tools, then head out to the shop to make the parts.
“It’s virtually impossible to find someone with the skills we need,” says Miltera president Mike Blackburn. “As a rule, we’re training internally, bringing in engineers from the university and building them up from there. Maybe they have some experience in the school’s machine shop, but more important is a desire to work in high end manufacturing, whether it’s motorsports, medical, electronics, or whatever high end market interests them. From there, we teach them our way of doing things.”
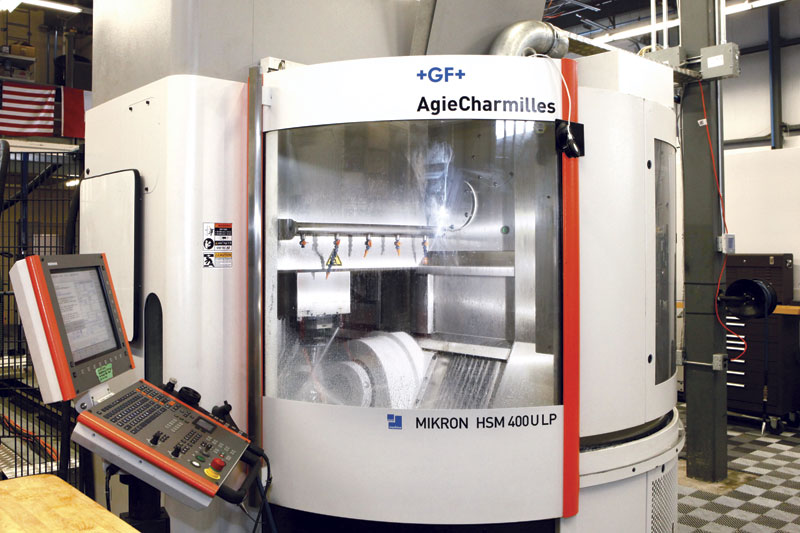
They’re not cranking the handles on some greasy old machine tools. Miltera’s 1,000 sq m (11,000 sq ft) climate controlled facility houses some impressive equipment—a pair of Mikron 400U LP five axis machining centres boasting 42,000 rpm, a WT-series Y axis multi-tasking lathe from Nakamura Tome, and two additional five axis mills: a Matsuura MAM and a Mikron HPM800, purchased from distributor Elliott Matsuura Canada.
 In the metrology lab, parts are inspected on a Zeiss Micura CMM, which according to Blackburn, is capable of 0.7 microns (0.00003 in.) accuracy. A Zeiss Centermax—also a sub micron machine—serves the inspection needs of the shop floor. All told, Miltera has invested nearly $1 million in metrology equipment alone.
In the metrology lab, parts are inspected on a Zeiss Micura CMM, which according to Blackburn, is capable of 0.7 microns (0.00003 in.) accuracy. A Zeiss Centermax—also a sub micron machine—serves the inspection needs of the shop floor. All told, Miltera has invested nearly $1 million in metrology equipment alone.
“We focus on rapid turnaround, tight tolerance, and highly complex parts,” he says. “Except for the turned parts, everything we do is high speed five axis machining, often to tolerances below two microns.”
Those are impressive figures, especially considering that Miltera has only been making parts since 2007. It had no prior machining experience, but saw an opportunity with customers from the software side of the organization and pursued it like it would a difficult programming problem. Today the company employs 15 people and makes some of the toughest parts around, anything from racing components for Indy cars to test parts for jet engine development.
Complex machining all in a day’s work
You might wonder what business a bunch of software programmers have opening a state of the art machining facility, one capable of designing and machining parts that would stump even seasoned aerospace shops. To Blackburn, it’s all in a day’s work. “Well, it was certainly a challenge, but our philosophy from the start was to use the best software, the best machines, and the best inspection equipment. You can’t expect to play in the high end market without the right assets.”
Anyone with enough cash can buy a fancy machining centre, but that doesn’t guarantee good parts. Blackburn attributes much of Miltera’s success to its people. “Having an engineer carry the projects from start to finish makes a huge difference. Our people are highly skilled, and bring a lot of knowledge and experience to the table. I feel that’s what distinguishes our work from other companies.”
 Some of that knowledge goes against convention. For example, Miltera avoids shrinkfit toolholders, which many in the manufacturing world feel are the preferred solution for high speed machining. Instead, they use the Swiss-made powRgrip System from Rego-Fix, a press fit collet holder that Miltera routinely spins up to 40,000+ rpm. Nor does it worry about in-house balancing; Blackburn says the holders are “incredibly well-balanced right out of the box.”
Some of that knowledge goes against convention. For example, Miltera avoids shrinkfit toolholders, which many in the manufacturing world feel are the preferred solution for high speed machining. Instead, they use the Swiss-made powRgrip System from Rego-Fix, a press fit collet holder that Miltera routinely spins up to 40,000+ rpm. Nor does it worry about in-house balancing; Blackburn says the holders are “incredibly well-balanced right out of the box.”
Miltera kicks all of this up a notch by running many of these machines with super precision parts completely unattended. Every machine on the floor enjoys some level of automation, and each job is mounted on a System 3R pallet. This allows the machines to be used for prototyping during the day, then transitioned to production mode when the lights go out.
The workhorses of the group are the two 400U Mikrons, which are configured in a cell and served by a rail-mounted M-710i Fanuc robot. As parts are completed, the robot carries them to a wash/dry station and then to an automated CMM. The other machines are equipped with automatic pallet changers.
All of this adds up to one thing: Miltera can do some pretty impressive stuff. Blackburn points to a recent project where the customer called for a ground surface. “We asked them if we could try machining it on our high speed mills,” he says. “After a little experimenting, we were able to hit the flatness and the tolerance, and verified the accuracy on our CMM. It’s pretty crazy when you think about it—we eliminated a grinding operation on a milling machine.”
 Blackburn admits the ability to produce results like this makes the job tougher in some ways. One example of this is design for manufacturability, or DFM. Because each project engineer works directly with the customer, they make suggestions on part designs based on their knowledge of five axis machining capabilities. What would previously have required multiple machining steps can now be rolled into a single five axis operation. This may make for a more complex part, but at the same time benefits the customer by creating a stronger, lighter product.
Blackburn admits the ability to produce results like this makes the job tougher in some ways. One example of this is design for manufacturability, or DFM. Because each project engineer works directly with the customer, they make suggestions on part designs based on their knowledge of five axis machining capabilities. What would previously have required multiple machining steps can now be rolled into a single five axis operation. This may make for a more complex part, but at the same time benefits the customer by creating a stronger, lighter product.
Much of the work at Miltera is possible only because of the company’s advanced programming capabilities. “Often a customer will send us a CAD file for a part that everyone else has turned down,” Blackburn says. “Since we have the ability to develop our own routines, it gives us a real advantage. We do a lot of impeller work, for example, with complex freeform surfaces, and are able to create toolpaths for unique surface textures. It lets us program things that are impossible for commercial CAM systems.”
Vince D’Alessio, executive vice president of machine tool distributor Elliott Matsuura Canada Inc. in nearby Oakville, says impellers are one of the more challenging five axis machining tasks. “In order to make impeller machining as efficient as possible, high speed machining is definitely required. You need a good toolpath, and generally have to do a lot of things right. These guys have really fine-tuned the art of making impellers at high speeds, which has in turn allowed them to grow the workload into other high speed, complex machining jobs. In addition to all that, they’ve built up one of the most automated factories around. They’ve done everything right in terms of what I call modern manufacturing.” SMT
Kip Hanson is a contributing editor.